
Chez Machines-3D, nous vous proposons une large gamme d’imprimantes 3D et de produits spécifiques à la technologie SLS. En tant que premier revendeur officiel de la marque Sinterit en France, nous nous devions de partager quelques conseils avec vous concernant cette technologie très particulière.
Comment bien positionner vos modèles ?
La première règle pour positionner un objet à imprimer en frittage laser est de rendre la section transversale d’un modèle aussi petite que possible, ce qui garantit le meilleur rapport qualité / durabilité. L’impression de grandes surfaces crée une accumulation de chaleur à l’intérieur de l’objet, ce qui peut conduire à la création de contrainte interne et entraîner une déformation des bords du modèle vers le haut ou vers le bas, en particulier sur objets avec des angles droit.
Le logiciel, Sinterit Studio dispose de plusieurs outils pour faciliter l’agencement des modèles.
Dans l’onglet « Modèles », vous pouvez manipuler les paramètres du modèle par panoramique, rotation et mise à l’échelle. Essayez de garder les modèles toujours dans le rectangle vers indiqué dans la vue, cela vous permettra d’obtenir une pièce correctement imprimée.
Les conseils ci-dessous concernent l’impression d’un matériau rigide. Lors de l’utilisation de poudres flexibles, ces règles sont toujours valables, mais n’ont pas un impact aussi important sur les impressions.
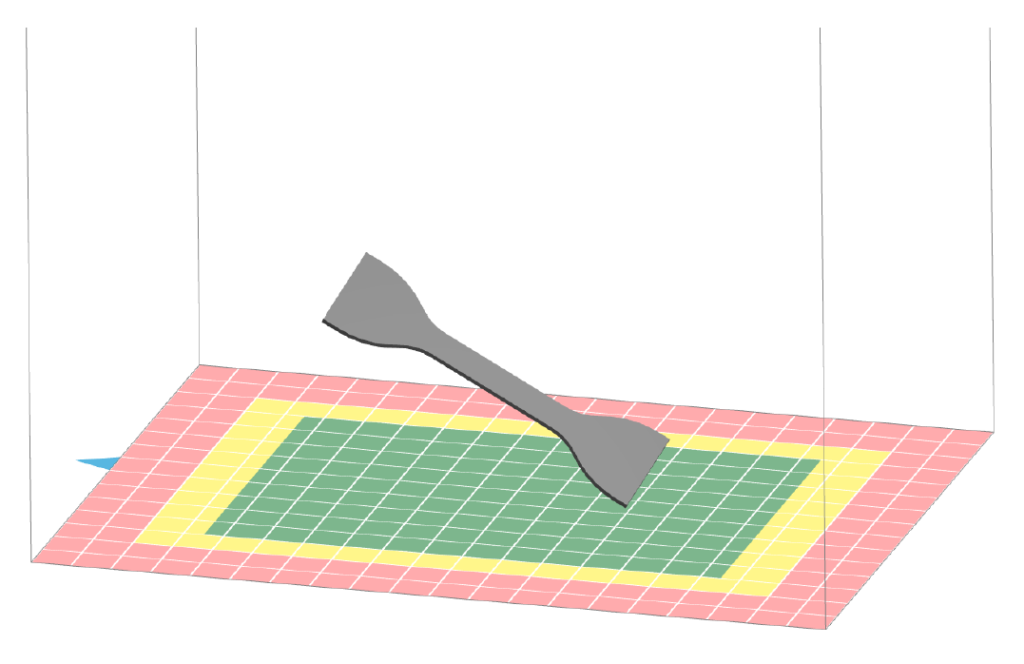
Surfaces Plates
Lors de l’impression d’une pièce avec une surface planes et mince, beaucoup de contraintes se créent à l’intérieur de l’objet. Ne posez pas vos modèles à plat! La chaleur accumulée dans les couches peut provoquer une déformation de votre modèle.
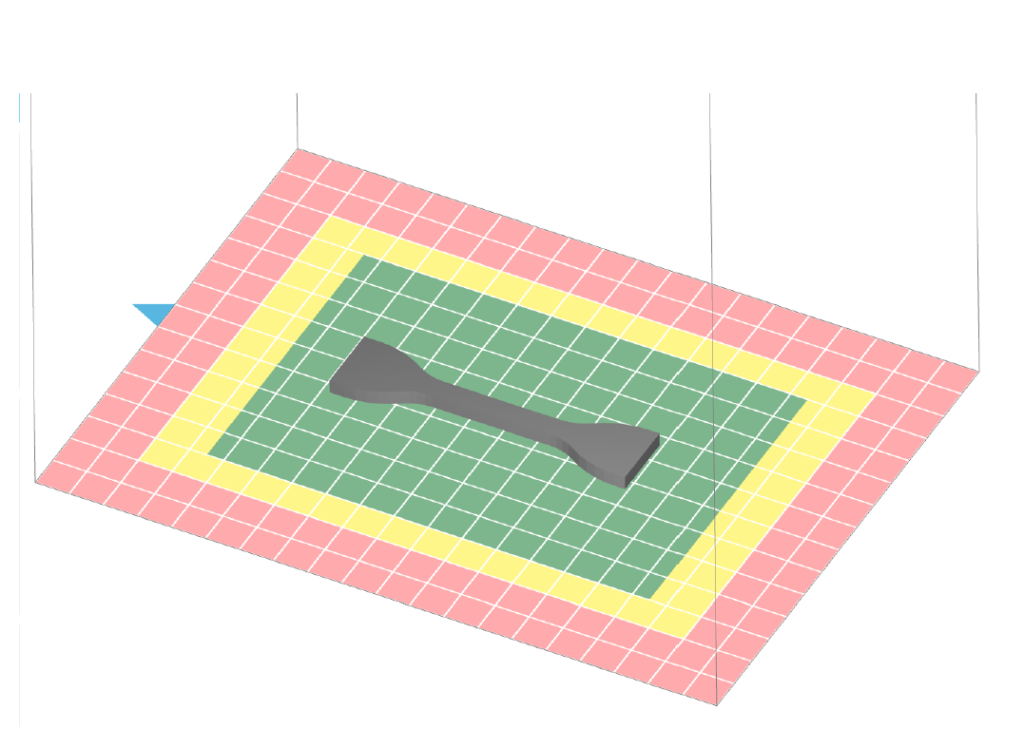
La meilleure solution pour ce type de modèles est de les imprimer en les faisant pivoter de 45 degrés selon chaque axe. Cela aidera à minimiser la section transversale de la surface et la chaleur dégagée, ce qui se traduira par une bonne impression.
Exception
Toutes les surfaces supérieures à 12 cm².
Une accumulation de chaleur peut se produire.
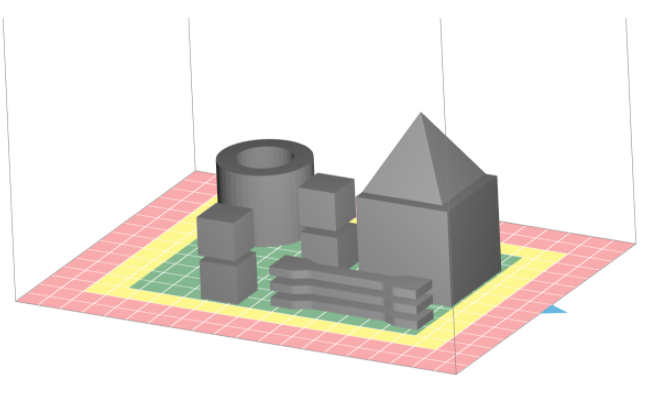
Blocs et Boîtes
La règle principale pour organiser une impression d’un modèle dense, comme dans le cas des surfaces planes, est de rendre la surface de la section transversale aussi petite que possible. Dans les blocs solides et les boîtes, il y a une accumulation importante de chaleur à l’intérieur du volume du bloc et des contraintes internes locales, qui peuvent déformer le produit final. La flexion ou la courbure du bloc se produit généralement aux coins.
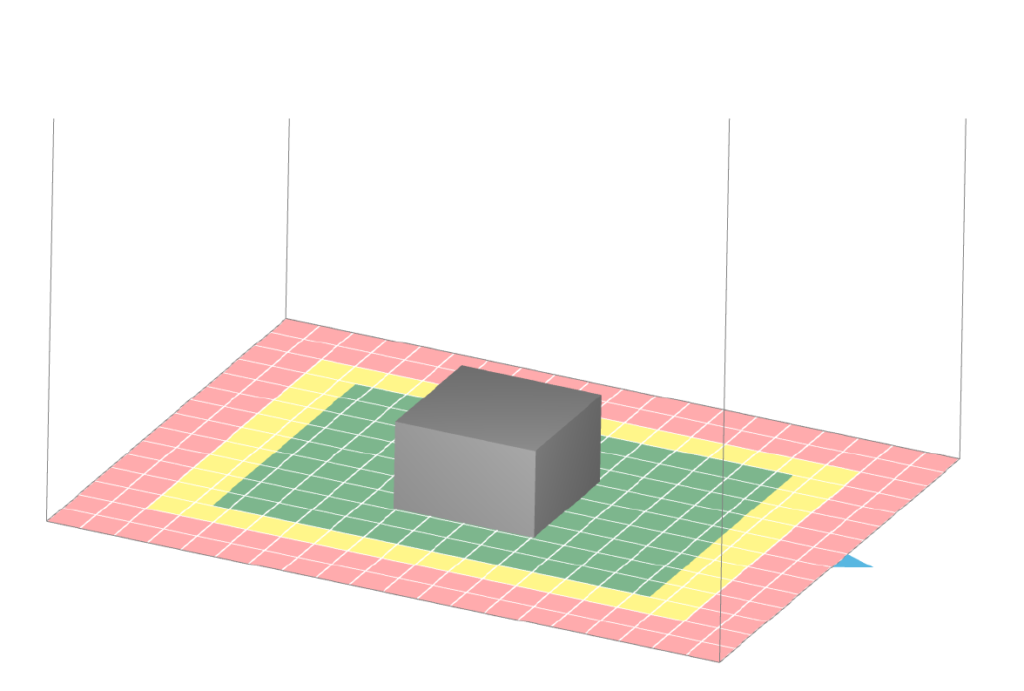
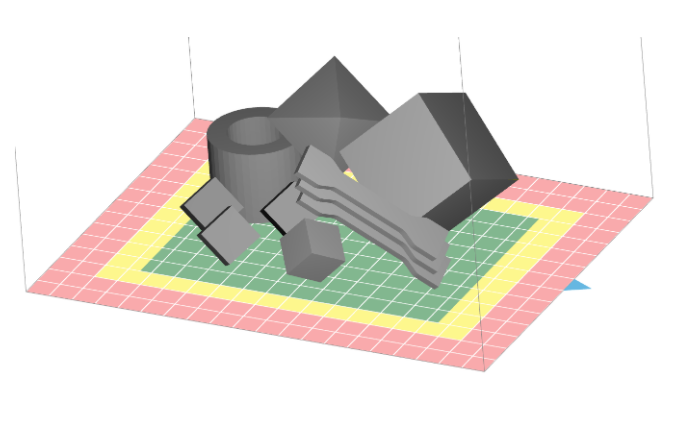
Blocs Solides
Les blocs solides, à la fois ceux à angles droits (cuboïdes rectangulaires) et ceux à angles aigus (pyramides, autres polygones), doivent être positionnés de telle sorte qu’aucun côté du bloc ne soit parallèle ou perpendiculaire au lit. Il est recommandé de tourner le modèle sur trois axes, dans la plage de 15 à 85 degrés (45 degrés pour chaque axe est optimal). Cette disposition des modèles diminue l’accumulation de chaleur dans les couches supérieures. Pour un bloc avec des angles irréguliers ou des surfaces arrondies, la règle de la plus petite surface de section possible s’applique également.
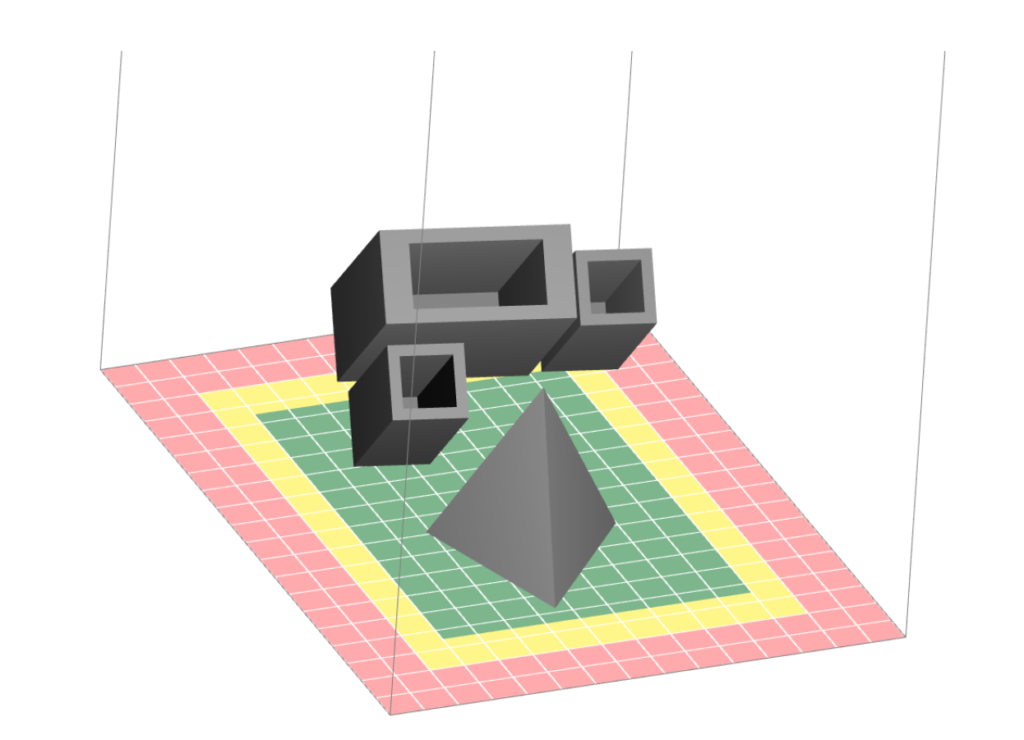
Aucun côté des modèles n’est parallèle ou perpendiculaire à la surface du lit et la surface de coupe à la base est très petite, ce qui diminue l’accumulation de chaleur et diminue le risque de déformation de l’impression.
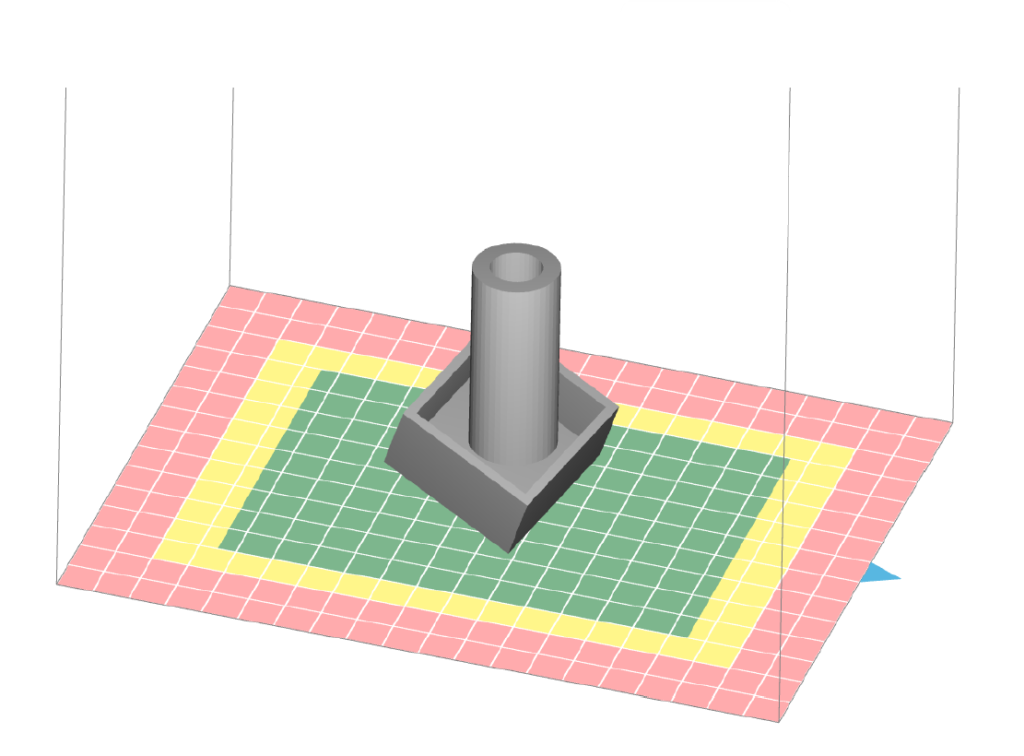
Boîtes
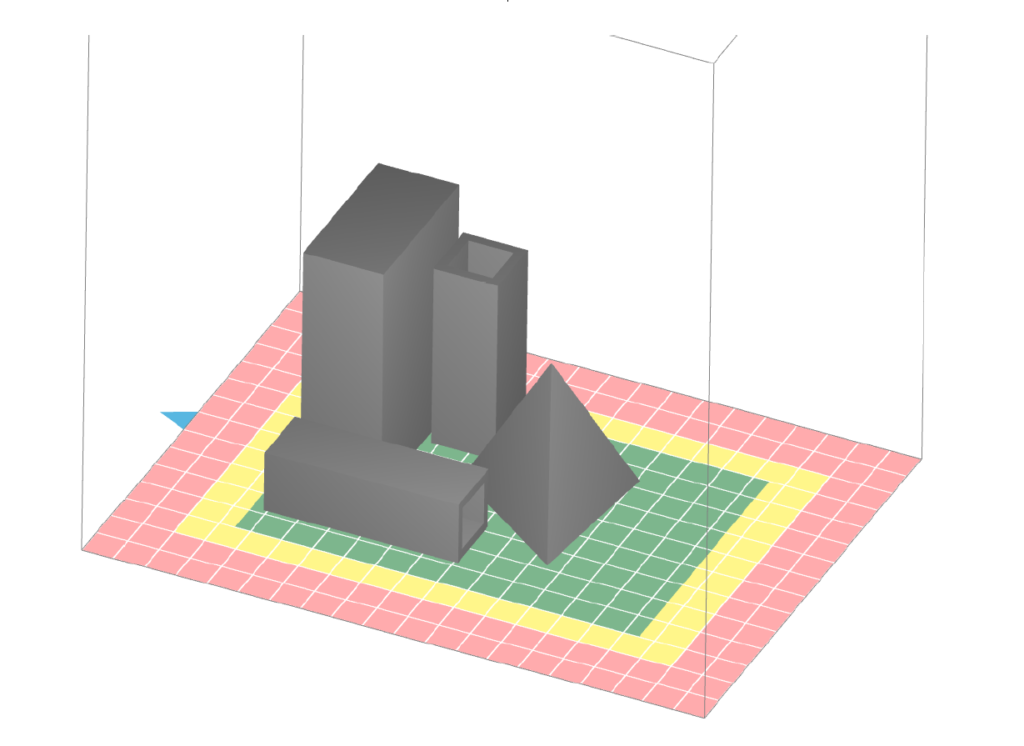
La recommandation de disposition pour les boîtes et les blocs fermés est la même que pour les blocs solides. De plus, assurez-vous de ne pas mettre les boîtes à l’envers et / ou de les recouvrir d’un couvercle. Même si les côtés du modèle sont fins, la chaleur accumulée dans la boîte peut déformer l’impression.
Il est recommandé de disposer ces modèles sur trois axes et de placer la fermeture en bas. L’espace libre peut être utilisé pour un autre modèle.
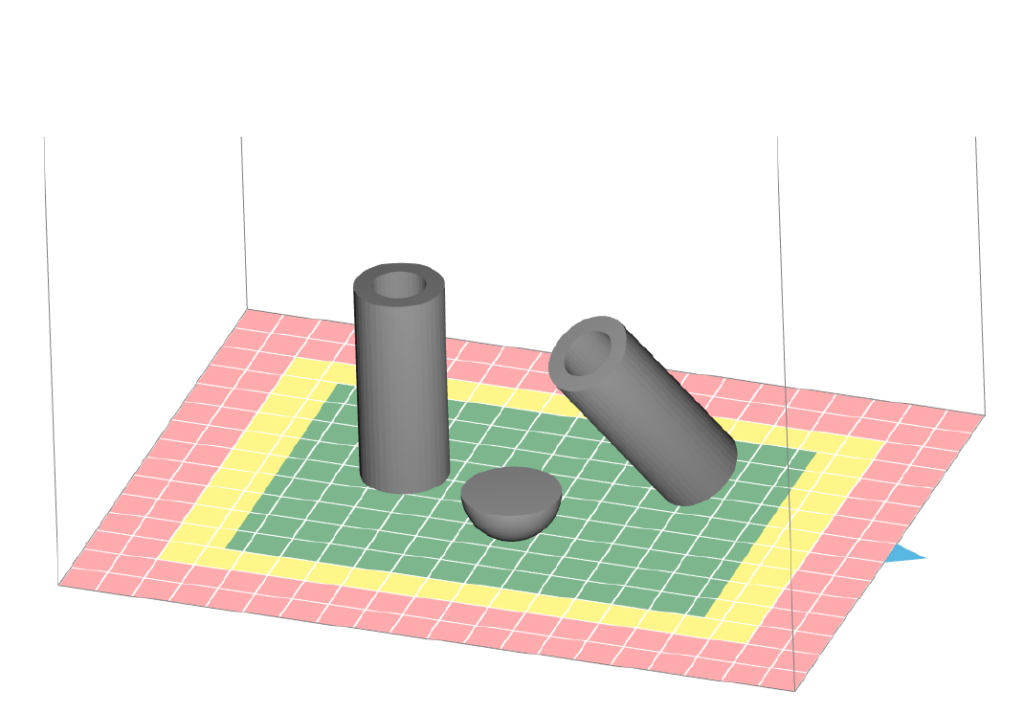
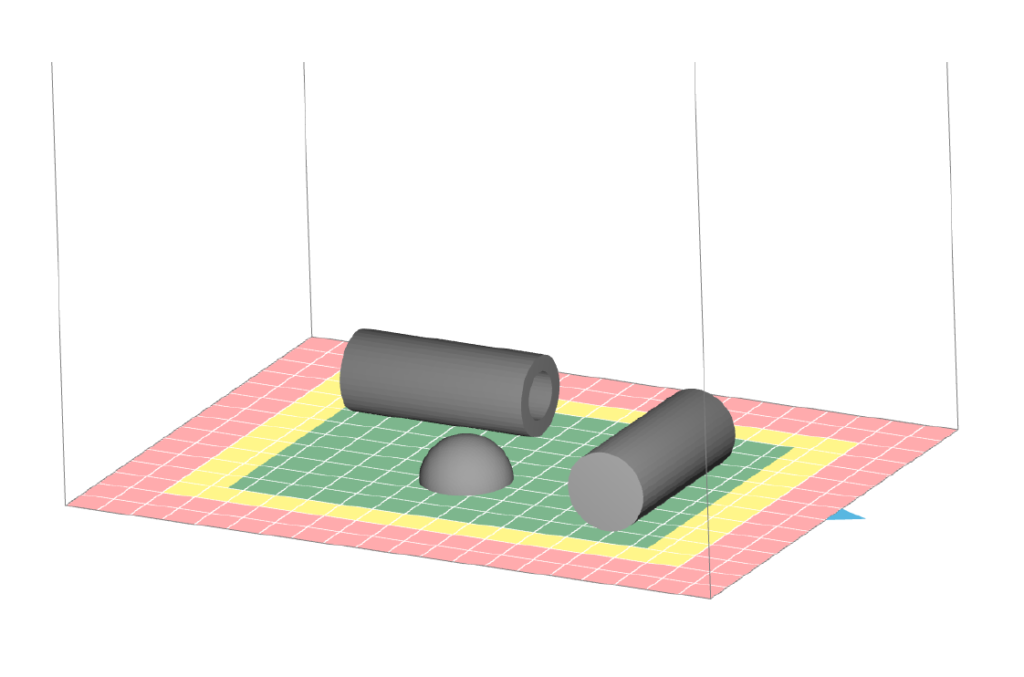
Sphères et Cylindres
Sphères, cylindres, tubes cylindriques et autres formes rondes.
Compte tenu de leur finition extérieure, il est recommandé d’imprimer des cylindres et des cylindres de tuyaux disposés verticalement. Si le modèle est trop grand et ne tient pas sur le lit, il doit être incliné de 15 à 85 degrés.
Si les modèles comportent également des détails complémentaires (inserts ou autres éléments saillants) qui doivent être aussi bien finis que le bloc principal, disposez-les de manière à avoir la plus petite surface de section possible. Plus ils ont de couches, plus leur connexion avec le bloc principal sera solide.
Détails nets et bords lisses
Si le modèle a des détails, veuillez orienter la surface détaillée vers le haut. La surface détaillée sera nette, tandis que la surface inférieure sera plus lisse.
Détails Nets
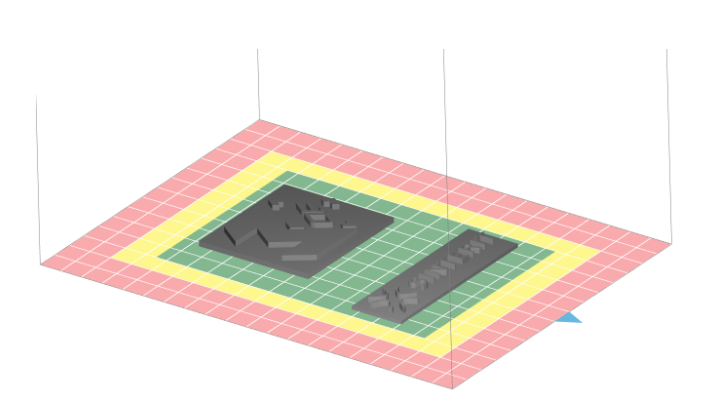
Si l’une des surfaces contient des formes détaillées et que vous souhaitez qu’elles soient bien visibles, le modèle doit être placé de manière à ce que le détail soit orienté vers le haut. Il est essentiel que la section transversale soit aussi petite que possible – cela rendra l’impression plus solide et plus résistante mécaniquement.
Important !
Les modèles plats avec des détails nets doivent être positionnée à 45° sur chaque axe avec les détails sur le dessus. Ce positionnement permet une impression résistante mais avec du détail.
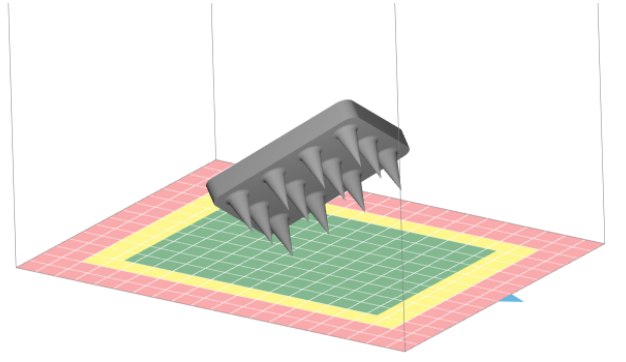
Détails Lisses
Si vous voulez que les détails soient lissés, moins ‘’piquant”, le modèle doit alors être disposé avec le détail vers le bas.
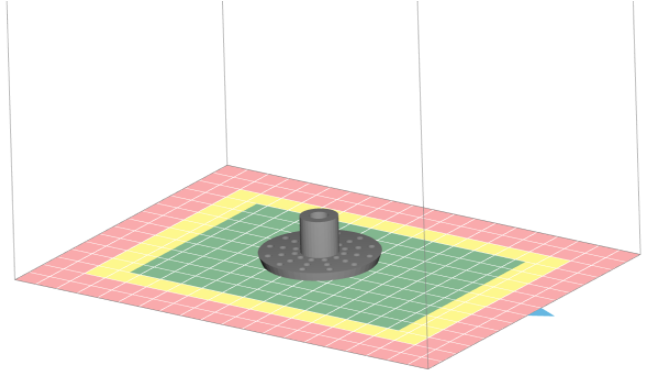
Ouvertures et trous
Si possible, toutes les ouvertures du modèle doivent être posées à plat (axes X et Y) et orientées vers le haut. Les disposer verticalement peut entraîner le changement de forme de l’ouverture, par ex. de rond à ovale et / ou ne conservant pas la taille prévue après l’impression.
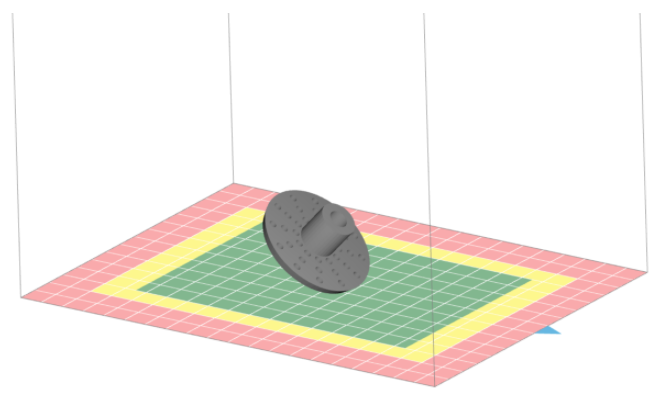
Dans le cas où il n’y a pas d’autre moyen (le modèle est trop grand ou les surfaces planes se plient), le modèle avec des ouvertures doit être disposé à un angle dans les trois axes. Veuillez noter que les formes rondes peuvent alors être déformées.
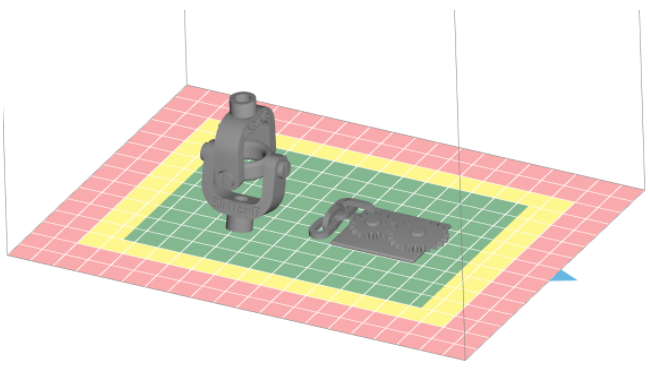
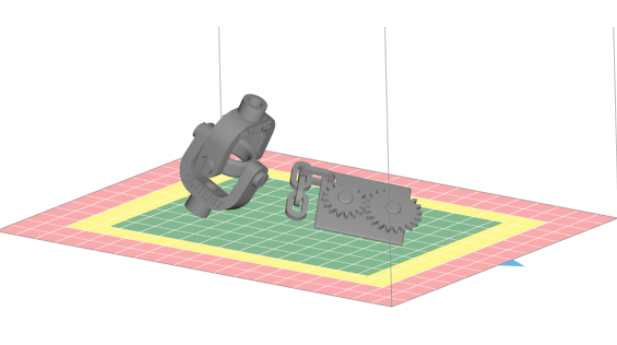
Pièces mobiles
Si le modèle contient des pièces mobiles, veuillez le positionner perpendiculairement / parallèlement à la chambre d’impression. De cette façon, les jeux seront les plus précis et s’ils sont conçus correctement, le modèle sera mobile.
Lorsque le modèle mobile est tourné, les jonctions ne sont pas aussi précises. Cela peut rendre par exemple les jonctions tournantes immobiles.
Remplir la chambre de fabrication
Si vous souhaitez utiliser complètement le volume de travail de l’imprimante, la première chose à faire est de suivre les instructions des sections précédentes en fonction des modèles utilisés. Cependant, il convient de noter que le nombre de modèles et leur volume dans la chambre, influence considérablement le temps d’impression.
Il est recommandé, comme dans d’autres cas, de disposer les modèles à l’intérieur du rectangle vert affiché par Sinterit Studio.
Il est conseillé de conserver une distance minimale entre eux de 1 [mm] afin que les impressions ne collent pas. Pour minimiser les mouvements de déplacement du laser , les impressions doivent être disposées au maximum à 4 [mm] les unes des autres.
Astuce :
Si vous n’êtes pas sûr des distances séparant les objets, vous pouvez utiliser le bouton ‘’check collisions’’.
Remarques Finales
- Décidez quelle surface est une priorité pour vous. Si vous vous souciez plus de la finition extérieure, organisez vos impressions à l’envers – cela camoufle les couches sur l’axe Z.
- Lorsque vous organisez vos impressions, optimisez la disposition pour suivre autant de principes ci-dessus que possible.
- Vous souhaitez peut-être ignorer certains des conseils pour réduire le temps d’impression ou augmenter la capacité d’impression, mais cela peut être associé à une qualité inférieure.
Si vous avez des doutes et des questions sur la disposition de votre impression, contactez le Machines-3D
par email victor@machines-3d.com ou par téléphone 03 62 02 40 40 (#2).
