
Comment résoudre les problèmes de warping, décollement ou gauchissement en impression 3D
L’anomalie est plus ou moins importante selon :
- La calibration de votre imprimante,
- Le matériau utilisé pour l’impression,
- La température des différents éléments de l’imprimante, la ventilation,
- Les dispositifs d’adhérence,
- La forme, la taille de la pièce.
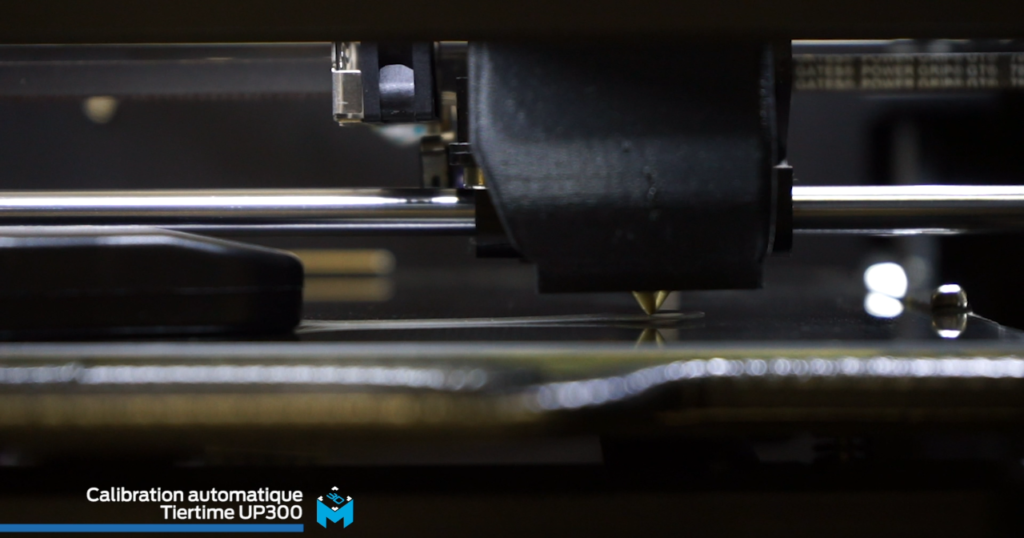
Calibration
Une fois les paramètres ci-dessus pris en compte, vous pouvez commencer par inspecter la calibration de votre imprimante. Selon votre modèle d’imprimante la calibration se fait de différentes manières mais l’objectif reste le même : avoir un écart très faible entre le plateau d’impression et la buse. Généralement cette valeur est comprise entre 100 et 200 microns pour garantir une adhérence optimale.
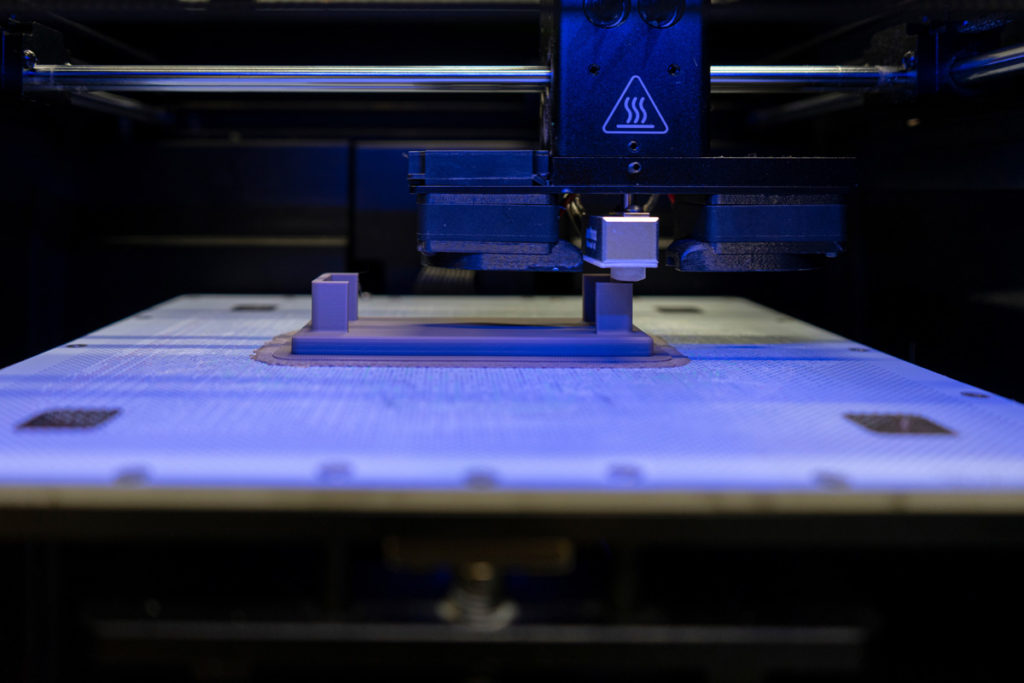
Pour les premières couches, il est également conseillé de réduire légèrement l’écart entre le plateau d’impression et la buse (plus communément appelé « le Z offset »). Ces couches seront moins précises (aspect pied d’éléphant) mais leurs rôles est de combler les irrégularités du plateau d’impression pour maximisé l’adhérence. On pourrait aussi ajouter une surface intermédiaire : brim, skirt ou raft.
Température et ventilation en fonction des matériaux
Les températures du plateau, de la buse ou même de l’enceinte de l’imprimante peuvent entrer en ligne de compte. Pour vos matériaux il est conseillé de se référer aux températures données par le fabricant (dans la majorité des cas, vous retrouverez ces informations sur la fiche article du produit ou bien directement sur l’emballage de vos bobines).
Voir la fiche article d’une bobine.
Prenons l’exemple du PLA, de manière général il faut prévoir :
- entre 190°C et 220°C pour la buse,
- entre 40°C et 60°C pour le plateau chauffant (il est même possible d’imprimer du PLA sans plateau chauffant),
- En ce qui concerne l’enceinte de l’imprimante, il est conseillé que cette espace soit ventilé un maximum pour le PLA.
Chaque matériau possède donc des conditions d’impression différentes. Certaines d’entre elles sont listées dans le tableau ci-dessous* :
Températures optimales d’impression
| Filament | Buse | Plateau chauffant |
|---|---|---|
| PLA M3D | 200 – 215 °C | 30 – 50 °C (non nécessaire) |
| PLA Plus M3D | 190 – 220 °C | 30 – 50 °C (non nécessaire) |
| ABS M3D | 235 – 255 °C | 80 – 110 °C |
| ABS Plus M3D | 245 – 265 °C | 90 – 110 °C |
| Smart ABS M3D | 240 – 250 °C | 90 – 110 °C |
| TPC Semi-flex M3D | 210 – 250 °C | 30 – 70 °C |
| PET M3D | 220 – 240 °C | 30 – 50 °C (non nécessaire) |
| Nylon M3D | 240 – 250 °C | 70 °C |
| Nylon Fibre de carbone M3D | 250 – 265 °C | 60 – 70 °C |
| Nylon Fibre de verre M3D | 250 – 265 °C | 60 – 70 °C |
| PLA Bois | 200 °C | 30 – 40 °C (non nécessaire) |
| PCABS M3D | 280 – 290 °C | 85 °C |
| PLA Conductif M3D | 215 °C | 30 – 50 °C (non nécessaire) |
| PVA Hydrosoluble | 210 – 220 °C | 30 – 50 °C (non nécessaire) |
| ABS Retardant feu | 240 – 260 °C | 100 – 110 °C |
A noter que pour la plupart des matériaux listés ci-dessus il est nécessaire d’avoir une enceinte fermée afin d’y maintenir une température constante.
Les dispositifs d’adhérence
Pour améliorer l’adhésion de la pièce ou surface intermédiaire (brim,raft) avec le plateau certains adhésifs existent. Sur notre site vous pouvez retrouver plusieurs solutions pour améliorer l’adhérence de votre plateau. Ces derniers ne sont pas des solutions miracle mais se combinent assez bien avec les paramètres cités ci-dessus afin de pallier au problèmes de warping.
| VISION MINER | 3DLAC | Z-Fluide | BuildTak |
 |  |  |  |
| Adhésif Nano Polymer | Laque d’adhérence | Liquide adhérent | Feuille adhésive |
En bref
L’adhésion de l’objet au plateau est un aspect primordial car il détermine la suite de l’impression. Il est important de revoir les bases : les températures d’extrusion, de plateau, d’enceinte, la ventilation, la calibration, etc.
Comme toujours l’impression 3D n’est pas une science exacte il est donc nécessaire de réaliser des tests de manière empirique afin d’obtenir la meilleure adhérence possible. Car chaque marque de filament, matériau, coloris, etc.. nécessite des réglages spécifiques difficilement réplicable.
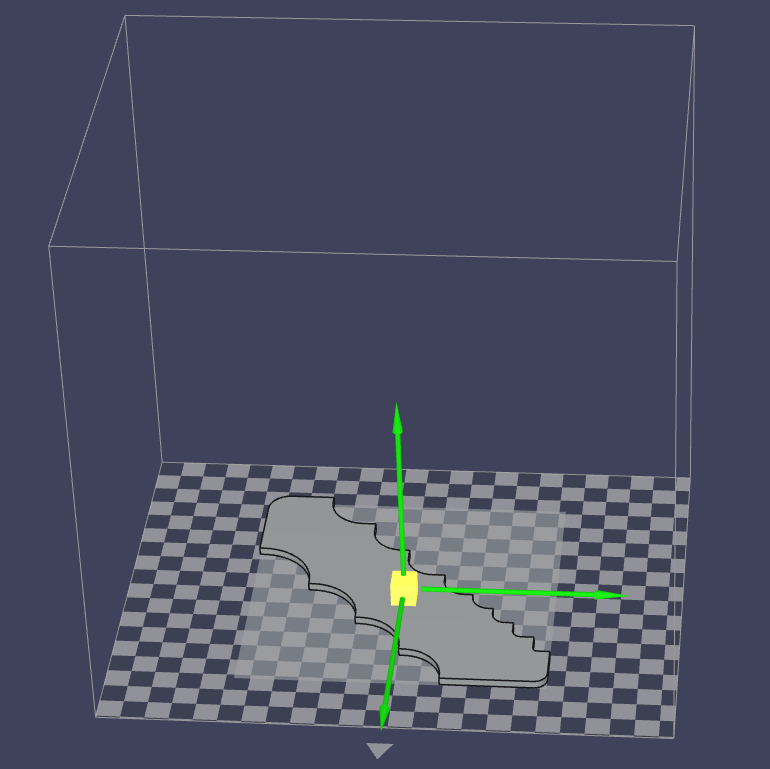
Astuce supplémentaire : selon la forme de votre première couche le warping sera plus ou moins important. Un motif continu (ex : un carré, un rectangle) aura tendance à y être plus sensible qu’un motif discontinu (ex : un zigzag, une courbe).
Ce phénomène est amplifié d’autant que la surface d’adhésion avec le plateau est importante. Les petites pièces ont tendances à ne pas se décoller pendant l’impression.
 |  |
| rectangle | courbe |
