
Introduction
Dans cet article nous allons vous expliquer comment qualifier une résine d’impression 3D.
Nous vous donnons également la possibilité de télécharger ou de copier les paramètres d’impressions de nos résines pour vos machines.
Pourquoi et quand calibrer une résine ?
La calibration de votre résine est à effectuer lorsque la résine que vous voulez imprimer n’existe pas dans le logiciel de votre machine. Cette calibration va permettre de définir les bons paramètres d’impressions en vous assurant d’avoir une impression à la bonne échelle une fois la pièce terminée.
Quelle machine, quelle résine ?
Dans un premier temps vous devez vous assurer d’utiliser une résine compatible avec votre imprimante.
Nous distinguons sur le marché trois grandes familles de machines résine:
-Les machines LCD, fonctionnant avec un écran.
-Les imprimantes DLP, utilisant un projecteur.
-Les machines SLA équipées cette fois d’un laser.
Toutes ces machines utilisent de la résine photosensible fonctionnant avec une longueur d’onde bien précise. Il est donc important de choisir une résine compatible avec le spectre de votre machine.
Petit rappel: UV = 405nm. Daylight = 460nm.
Calibrer votre propre résine.
Si votre résine ou votre machine ne figure pas dans notre base de données, pas de panique !
Nous allons tout vous expliquer et vous donner les éléments pour le faire vous-même étape par étape.
1. Les temps de polymérisation.
Dans la plupart des logiciels vous trouverez deux ou trois paramètres liés au temps de polymérisation. (Curing time ou exposure time).
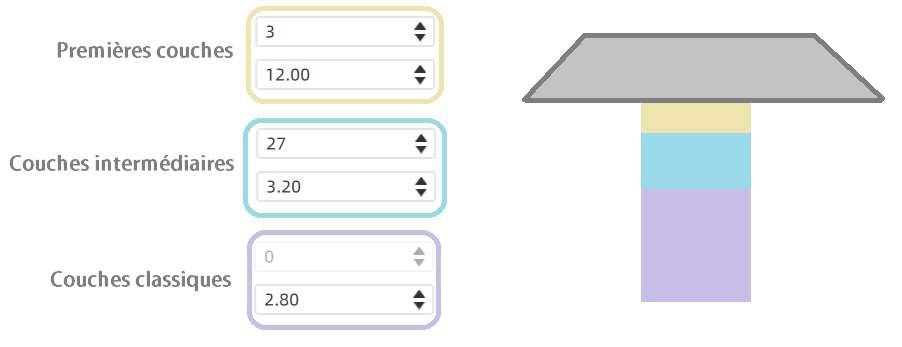
Le temps d’exposition des premières couches est en général dix fois plus long que celui des couches classique, cela sert à maximiser l’adhérence pièce plateforme. Cette surpolymérisation crée souvent une modification de la géométrie de l’objet à sa base. Il est donc plus gros sur sa partie basse.

Nous allons nous servir de cette relation entre le temps de polymérisation et l’échelle de l’objet pour en déduire un temps de flashage parfait.
Vous allez télécharger et imprimer le fichier STL de calibration ici.
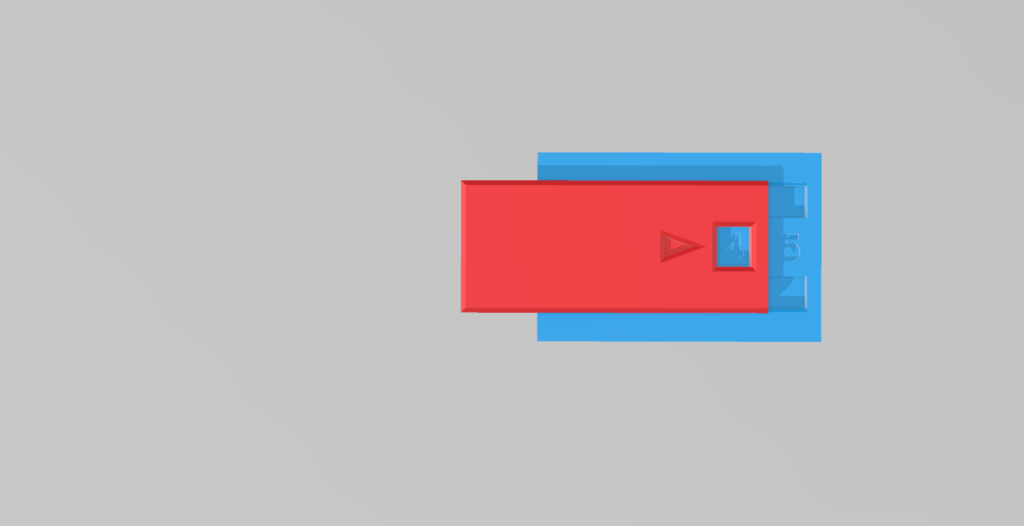
Une fois nettoyé et post-polymérisé vous pourrez emboîter les deux parties du fichier.
En fonction de l’emboîtement nous en déduirons si le temps de polymérisation est trop long ou trop court.
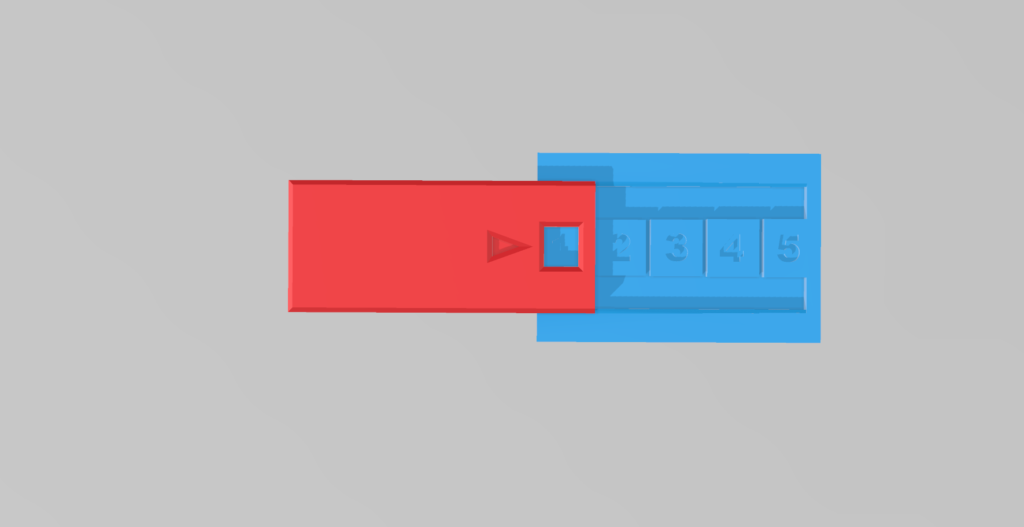
A) Emboitement en 1 et 2.
La partie rouge ne coulisse pas assez dans la partie bleue, les pièces sont donc trop grosses.
Nous avons affaire ici à un cas d’over-uring, vous devez réduire le temps de polymérisation.
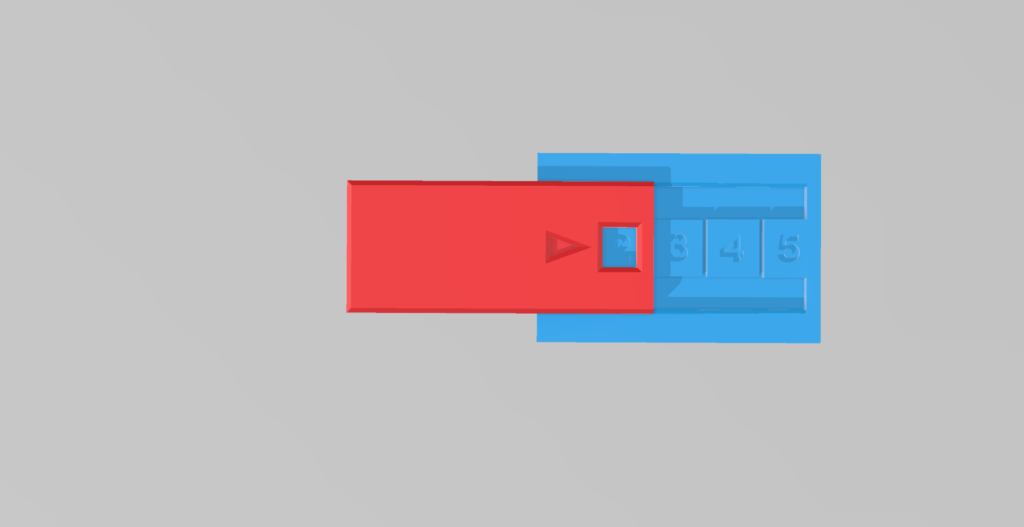
b) Emboitement en 3.
Pas de modification à faire ici, le temps de polymérisation est parfait.
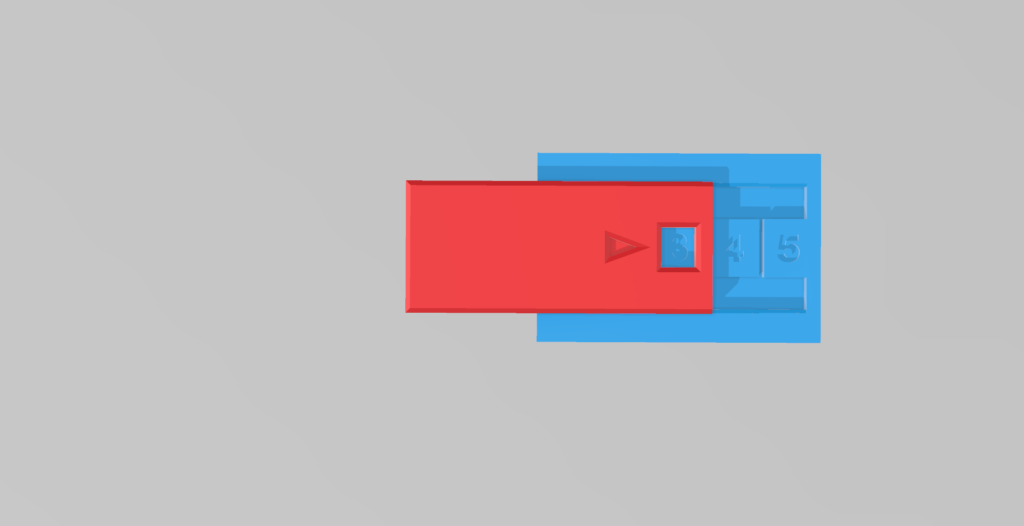
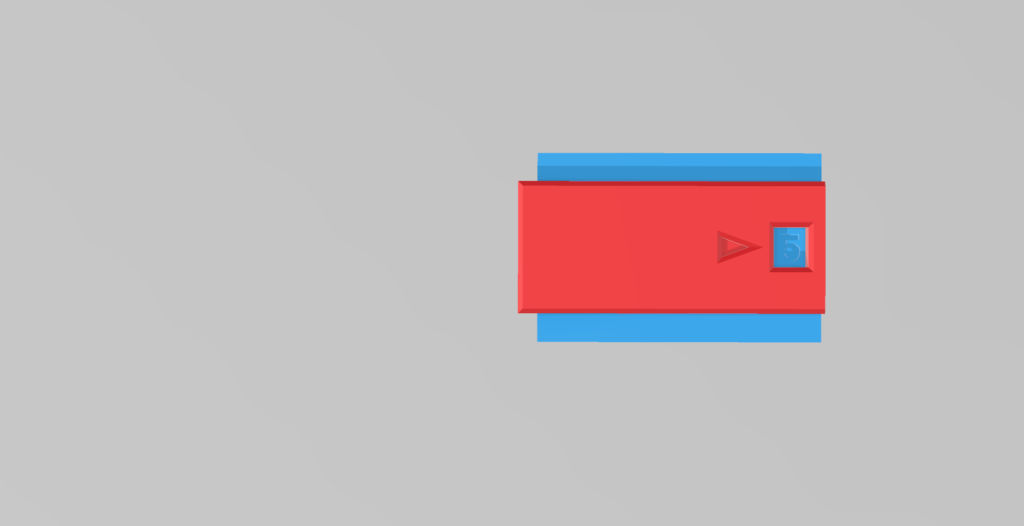
c) Emboitement en 4 et 5.
La partie rouge coulisse trop loin dans la partie bleue, les pièces sont donc trop petites.
Nous avons affaire ici à un cas d’under-uring, vous devez augmenter le temps de polymérisation.
2. Les vitesses de l’axe Z.
Dans la plupart de cas vous pouvez utiliser les vitesses génériques proposées par votre logiciel.
Vous pouvez tout de même garder en mémoire qu’une résine très fluide accepte des vitesses plus élevées qu’une résine très visqueuse.
Accéder à notre base de données.
Grâce à notre base de données vous pourrez imprimer des résines d’une marque différentes de celle de votre machine. N’hésitez pas à nous contacter sur sav@machines-3d.com si vous ne trouvez pas votre résine ou si vous avez des paramètres à nous partager.
