De l’idée de sûreté au prototype fonctionnel !
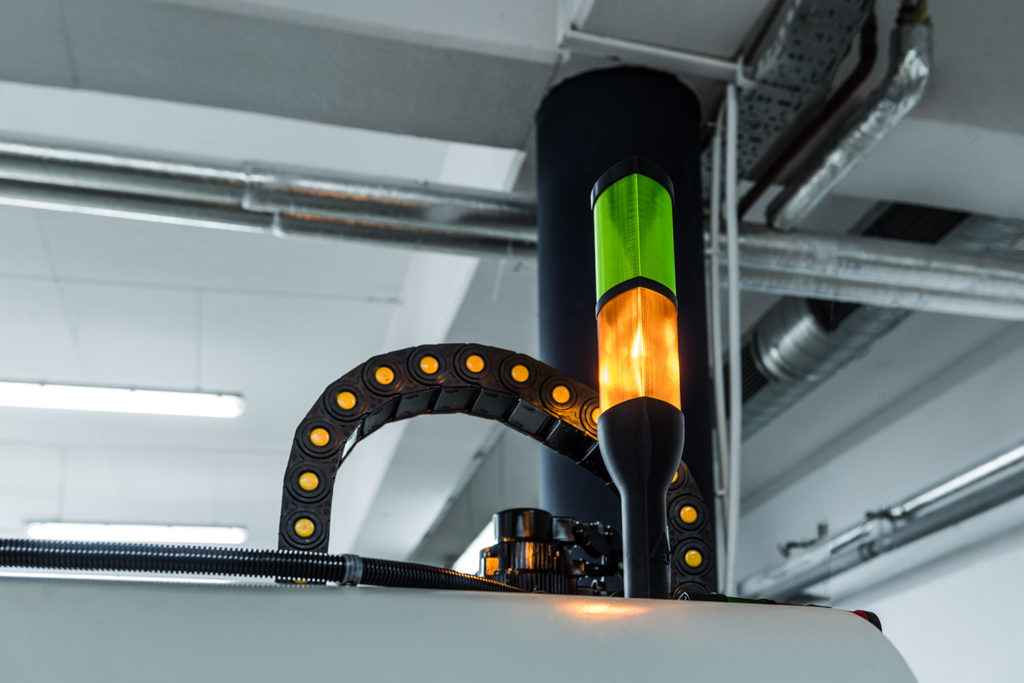
Afin d’illustrer le septième et dernier Print Alert de la saison, nous vous présentons la création innovante créée par les équipes de notre partenaire Zortrax. Véritable outil de sûreté, ce modèle d’impression dispose d’une vraie fonction auprès des découpeuses et fraiseuses laser. Utilisé afin d’avertir de la mise en marche et de l’arrêt de la machine, ce prototype de lampe permet aux utilisateurs de la machine d’être facilement informés et prévenus du danger. La particularité de ce prototype de lampe d’avertissement pour fraiseuse CNC, et que cette solution est déclinable aussi pour d’autres machines mécaniques.

Le processus
Détails sur l’impression
Concernant les paramètres à programmer dans le logiciel avant l’impression, utilisez le mode Shell pour ce projet. Il est nécessaire d’avoir un vide à l’intérieur afin de pouvoir placer la source de lumière dans la lampe par la suite.
Lors de l’utilisation du mode Shell, déterminez le nombre de contours (épaisseur de paroi). Sachez que :
• Plus le mur est épais, plus la répartition de la lumière est mauvaise.
• Plus la paroi est fine, plus le modèle est fragile.
L’utilisation d’une épaisseur de couche plus élevée vous aidera à obtenir une finition plus translucide. Plus l’épaisseur de la couche est élevée, plus la lumière traversera l’impression.
Ce Print Alert a été imprimé sur l’imprimantes 3D M200 Plus de la marque Zortrax, en 6h30. Le consommable utilisé pour la réalisation des lanternes de couleur jaune neon et orange, fut le filament Z-GLASS toujours de la marque Zortrax, afin de permettre à la lumière de passer à travers et de réagir à la couleur du filament. Concernant l’impression du reste de la lampe, choisissez le filament de votre choix.
La Technique
| Temps : | |
| Impression | 6 h 32 min |
| Matériaux : | |
| Filament | Z-GLASS |
| Marque | Zortrax |
| Imprimante : | |
| Marque | Zortrax |
| Modèle | M200 Plus |
| Logiciel | Z-Suite |
| Description : | |
| Couches | |
| Epaisseur de Paroi | |
| Remplissage | |
| Support |
Les Difficultés
Le Z-GLASS est un matériau délicat, à base de PETG qui doit être imprimé sans couverture latérale et sans couverture HEPA. Ce filament fonctionne mieux à des températures plus basses (il ne doit pas dépasser 28 degrés Celsius)
Précautions : Placez juste assez de supports pour que la pièce puisse tenir debout, sans trop la surcharger.
La Galerie