Vous possédez une imprimante 3D de la marque Zortrax et vous rencontrez des problèmes lors du processus d’impression et/ou votre pièce ne s’imprime pas comme elle le devrait ? Cet article peut alors vous aider à trouver une solution et améliorer la qualité de vos futurs modèles. Les problèmes d’impression 3D sont le plus souvent causés par la défaillance d’un composant matériel ou par des paramètres logiciels incorrects. Mais rassurez-vous, ce type de soucis peuvent facilement être résolus avec peu d’effort. Dans cet article, vous trouverez la liste des problèmes les plus fréquents, ainsi que des explications qui vous aideront à diagnostiquer votre problème et paramétrer votre logiciel. Pour vous faciliter la tâche, chaque problème est présenté dans l’image.
1 Couche inférieure incomplète
Le réglage des paramètres d’impression est une étape très important et à ne pas oublier lorsqu’on cherche une qualité d’impression optimale. Des réglages appropriés éliminent la plus part du temps, le risque d’apparition de défauts d’impression.
Une couche inférieure incomplète d’un modèle est l’un de ces défauts d’impression. S’il y a des défauts dans la couche inférieure, cela est probablement dû à un mauvais paramétrage dans le logiciel Z-SUITE. Pour modifier ce paramètre, allez dans le menu « Advanced Settings » pendant que vous préparer l’impression de votre modèle. Puis, augmentez le nombre de couches inférieures (Bottom en anglais) dans la section « Surface Layer » .

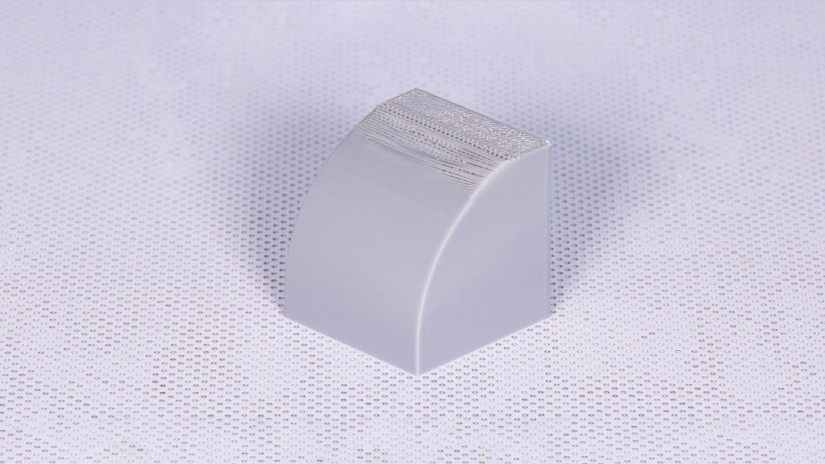
2 Brins suspendus
Des paramètres inadéquats peuvent causer un autre problème avec les modèles imprimés en 3D. Il y a quelques paramètres dans Z-SUITE que vous devez ajuster pour éviter le problème de paroi suspendu. Bien souvent ce problème concerne : vos supports, votre épaisseur de couche et la vitesse du ventilateur. (en anglais : Support, Layer thickness and Fan speed.)
Pour éliminer ces imperfections, augmentez la valeur de l’angle de support, réglez l’épaisseur de couche la plus basse possible et réglez la vitesse du ventilateur sur 80-100%.
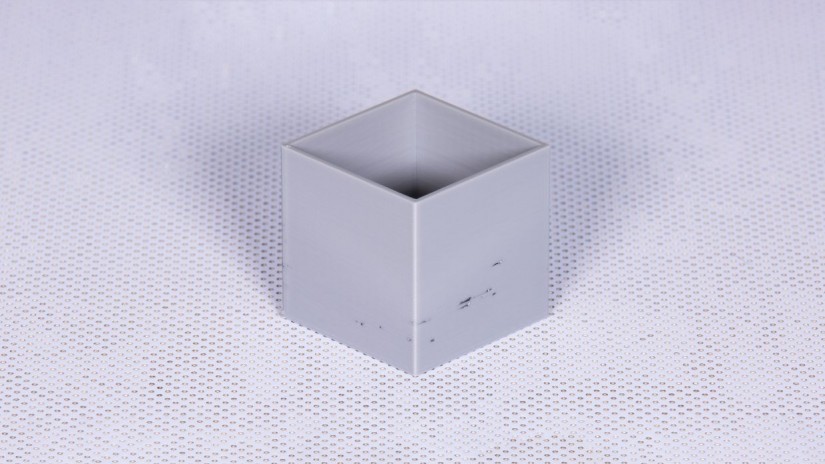
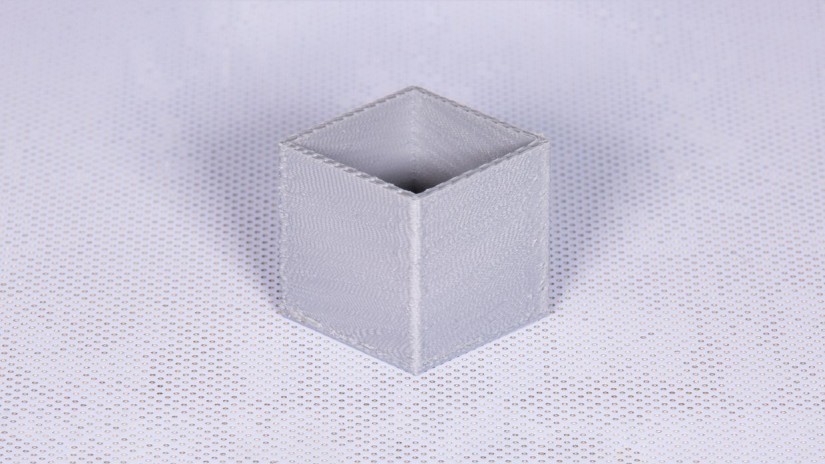
3 Paroi manquante
Si il manque des parois dans la structure de votre modèle imprimé, cela signifie que le modèle a été mal conçu. Notez que les parois dans les axes X et Y ne doivent pas être inférieurs à 0,4 mm.
Pour résoudre ce problème, vous devez reconcevoir le modèle ou le placer différemment dans l’espace de travail du logiciel Z-SUITE. L’impression de sections inférieures à 0,4 mm n’est possible que sur l’axe Z.

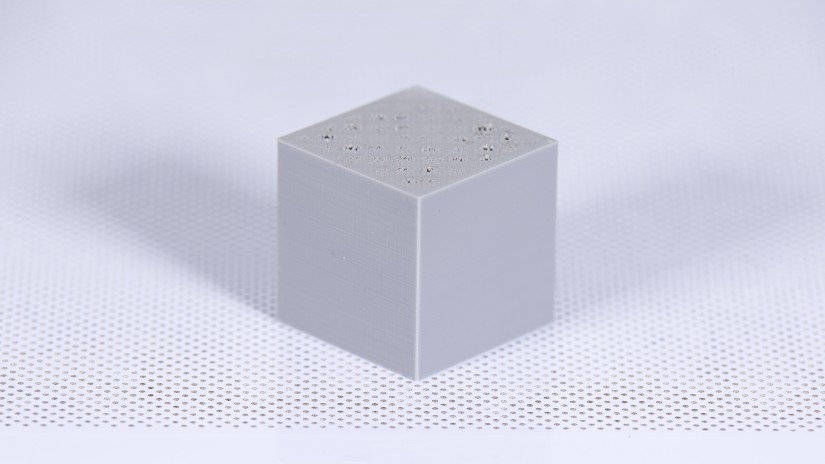
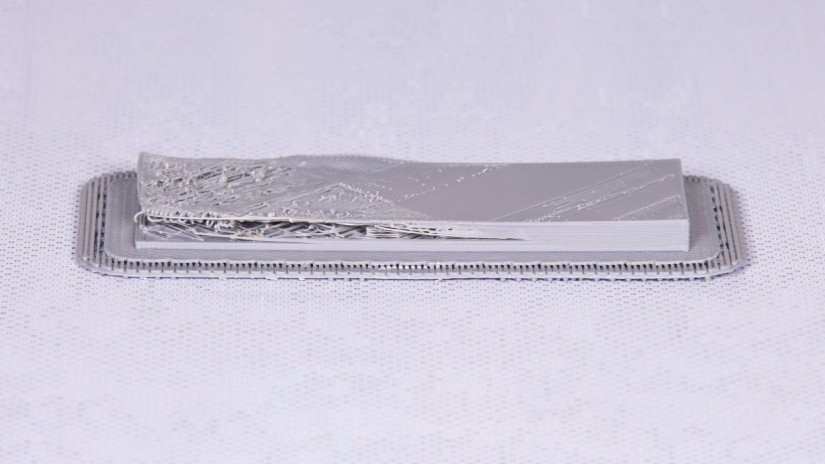
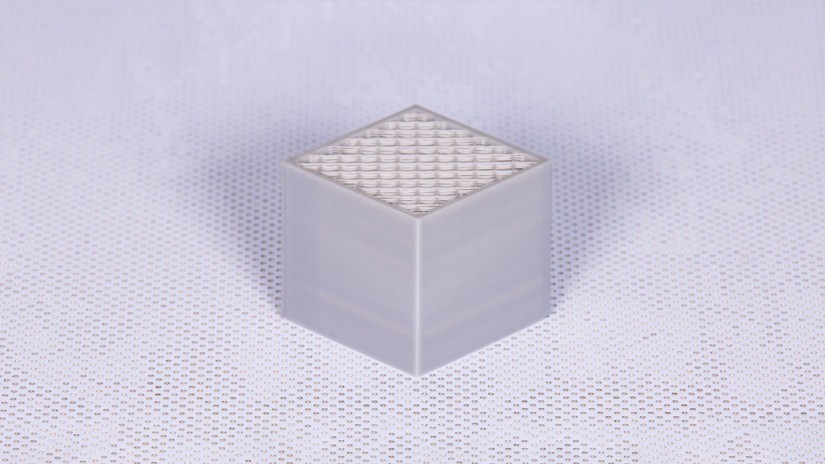
4 Le « Pillowing »
Le phénomène de « pillowing » est un autre problème principalement causé par des réglages incorrects dans Z-SUITE. Cet effet est toujours visible sur les modèles 3D avec des surfaces planes et un faible remplissage. La surface supérieure peut être inégale et présenter des bosses ou parfois des trous. Vous pouvez ressentir cet effet sur vos modèles après avoir défini trop peu de couches supérieures et inférieures dans Z-SUITE.
Z-SUITE ajuste automatiquement la quantité optimale de couches supérieure et inférieure en fonction des paramètres de densité de remplissage et d’épaisseur de couche afin d’éviter efficacement le rembourrage. Par conséquent, la modification des paramètres peut parfois avoir une influence négative sur votre impression 3D. Si vous modifiez le nombre par défaut de ces couches, vous risquez d’avoir des problèmes de qualité.
Parfois, le problème du coussin est causé par un appareil de chauffage défectueux. Si vos impressions présentent des bosses et des trous, mais que vous n’avez pas modifié les paramètres dans Z-SUITE, pensez à remplacer le chauffage et le thermocouple.
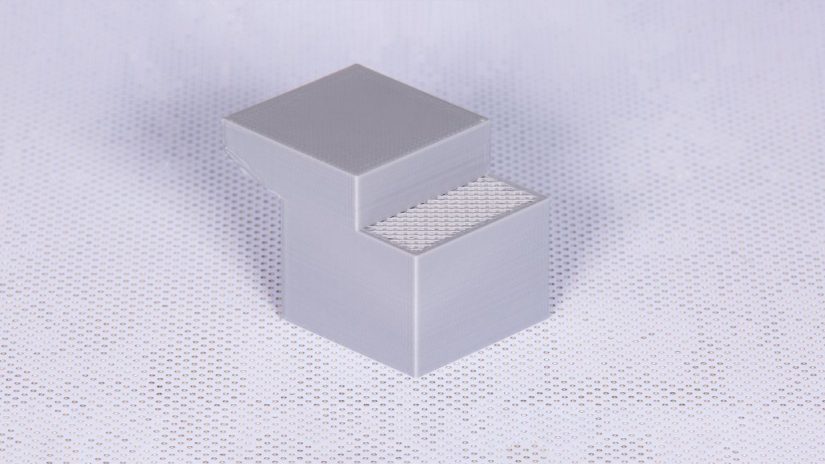
5 La taille des trous est trop petite
Lors de la conception des trous dans votre modèle, vous devez garder à l’esprit que le trou conçu doit être plus grand que celui qui sera imprimé. Le trou doit être d’environ 0,3 mm plus grand que celui que vous souhaitez obtenir.
Vous pouvez reconcevoir votre modèle ou utiliser les options avancées de Z-SUITE et augmenter la valeur du décalage des trous (en mm).

6 Marques de brûlure sur le modèle
Les travaux de maintenance sont cruciaux pour obtenir à chaque fois des impressions de haute qualité. Certaines pièces nécessitent un entretien avant chaque impression et d’autres toutes les quelques centaines d’heures de travail. Par conséquent, aucun travail de maintenance ne peut avoir une influence négative sur vos impressions.
Si vous remarquez des marques de brûlure sur la surface d’un modèle, il peut y avoir des problèmes avec la buse de votre imprimante ou la buse peut être recouverte de résidus de matériau.
Il existe deux manières de résoudre ce problème. Vous pouvez soit nettoyer la buse en la frottant avec une spatule puis la mettre dans un récipient contenant de l’acétone, soit la remplacer.
7 Déficience matérielle dans le modèle
Les problèmes techniques sont des causes courantes de problèmes d’impression graves. Les pièces de rechange usées ou endommagées peuvent avoir une influence négative sur l’aspect final d’un modèle. Par exemple, un câble d’extrudeuse endommagé causera des problèmes d’extrusion.
Par conséquent, si l’extrudeuse ne fournit pas suffisamment de matériau, vous le remarquerez sûrement sur votre impression. Il y aura un manque visible de matière dans la partie supérieure et inférieure de votre modèle.
La solution recommandée pour les défauts dans une impression est de remplacer le câble de l’extrudeuse.
8 Parois irrégulières
Un autre problème d’impression est causé par différents problèmes techniques.
L’élément chauffant et le thermocouple sont responsables de fournir une température suffisante pendant que le matériau est en train de fondre dans le hotend.
Par conséquent, une température incorrecte peut influencer l’effet final et provoquer des irrégularités dans la structure d’un modèle.
Pour résoudre ce problème, remplacez le chauffage et le thermocouple.
Si le remplacement du réchauffeur et du thermocouple n’aide pas, remplacez la carte de circuit imprimé de l’extrudeuse.
9 Le « Stringing » ou cheveux d’anges
Le stringing est particulièrement visible sur les modèles avec des pièces minces disposées à une certaine distance les unes des autres. Cet effet se produit lorsque le matériau devient trop liquide en raison d’une surchauffe, et il fuit à travers la buse lorsque l’extrudeuse effectue un mouvement sans impression.
Des strings apparaissent lorsque l’imprimante ne parvient pas à contrôler la température de fusion appropriée du matériau dans la buse. Si vous remarquez des chaînes sur votre modèle, le chauffage et le thermocouple peuvent être défectueux.
Afin d’éviter les strings, essayez d’abord de nettoyer la buse et d’augmenter la vitesse du ventilateur dans Z-SUITE. Si cela ne résout pas le problème, remplacez le chauffage et le thermocouple . Si le remplacement du chauffage et du thermocouple n’améliore pas la qualité de vos impressions, envisagez de remplacer le circuit imprimé de l’extrudeuse.

10 Décalage entre les couches
Si les couches de votre modèle sont décalées pendant le processus d’impression, vous devez effectuer des travaux de maintenance liés aux axes. Ce problème d’impression est causé par des poulies desserrées sur le moteur de l’axe X ou Y.
Cette procédure de maintenance est simple: serrez les vis sur les poulies du moteur de l’axe X ou Y.
11 Impression inachevée
Lorsque vous revenez à votre imprimante pour voir les résultats de votre impression 3D et que tout ce que vous pouvez voir est un fragment de votre modèle précédemment conçu, il y a probablement un problème avec la bobine de matériau que vous avez utilisée.
Les tirages manquent de certaines de leurs parties lorsque:
le matériau s’emmêle sur la bobine,
le matériel est tout simplement épuisé,
le matériau se bloque dans l’extrudeuse,
le lecteur de carte SD ou l’écran est cassé.
Pour éviter d’avoir à réimprimer le modèle, assurez-vous que le matériau n’est pas emmêlé et que vous en avez préparé une quantité suffisante pour imprimer un modèle donné.
S’il y a un blocage dans l’extrudeuse (le matériau ne se charge pas et vous pouvez entendre un clic pendant le chargement), nettoyez d’abord la buse puis effectuez la maintenance de l’extrudeuse.
12 Problèmes d’extrusion
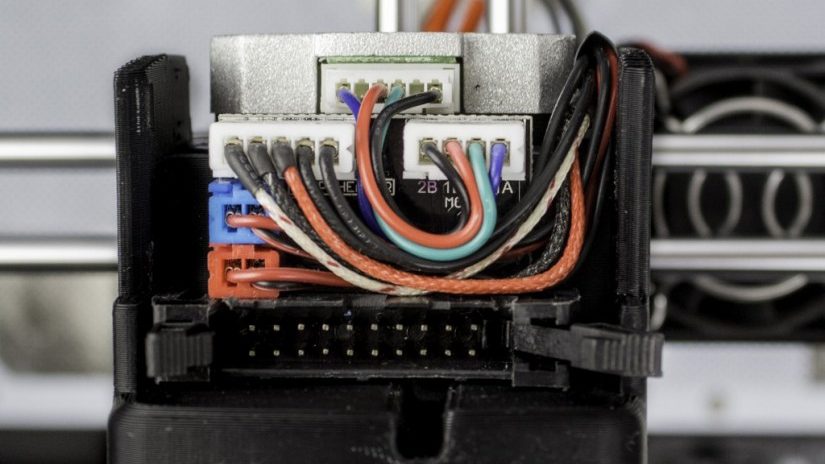
Si vous entendez un clic provenant du moteur de l’extrudeuse pendant le chargement ou l’impression du matériau, vérifiez d’abord si tous les câbles sont correctement connectés au PCB de l’extrudeuse. cf: photo.
Si les câbles sont correctement connectés, vérifiez s’il ne reste aucun matériau dans l’extrudeuse ainsi que dans la buse.
Si le problème persiste, le câble de l’extrudeuse est probablement endommagé. Remplacez-le.
Si le remplacement du câble de l’extrudeuse n’aide pas:
– remplacez le chauffage et le thermocouple.
– remplacez le PCB de l’extrudeuse.
13 Le radeau ne colle pas à la plate-forme (warping)
Les premières couches de matériau, qui commencent tout le processus d’impression, sont appelées RAFT. Ces calques sont toujours imprimés avant l’objet principal et ont une plus grande surface que cet objet. Une fois l’impression terminée, le RAFT doit être retiré de la plate-forme avec le reste du modèle. Le radeau améliore l’adhérence de l’ensemble de l’impression à la plate-forme et réduit le risque de gauchissement.
Par conséquent, si le radeau ne colle pas correctement à la plate-forme, l’ensemble du modèle peut se déformer pendant le processus d’impression. Ce problème se produit en particulier lors de l’impression de grands modèles ou lorsque l’imprimante est exposée à des brouillons. De plus, le manque d’entretien de la plate-forme peut avoir une influence négative sur l’adhérence du modèle.
Pour résoudre ce problème, vous devez calibrer la plate-forme et effectuer la maintenance de la plate-forme.
N’oubliez pas d’éviter les courants d’air dans la salle d’impression et d’imprimer à une température comprise entre 21 et 28 ° C [70 – 82 ° F]. Utilisez les capots latéraux pour maintenir une température stable à l’intérieur de la chambre d’impression.
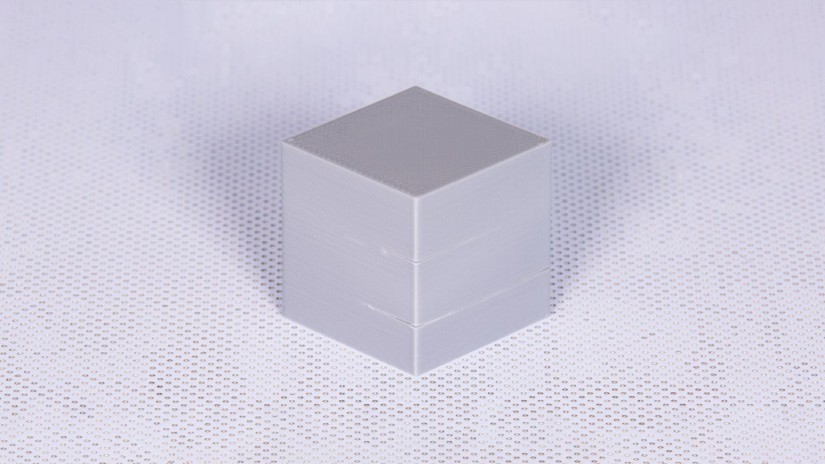
14 Délaminage des couches
De bonnes conditions d’impression sont très importantes pour la bonne qualité d’un modèle. Imprimez toujours dans une pièce à faible débit d’air, à une température ambiante stable. Les couches de matériau ont besoin d’une température appropriée pour adhérer les unes aux autres.
Le problème du délaminage des couches et des fissures sur le modèle se produit souvent avec les grands modèles lorsque l’imprimante est exposée à des courants d’air ou lorsque vous utilisez un matériau inapproprié.
N’oubliez pas qu’il est nécessaire d’éviter les courants d’air et d’imprimer à une température comprise entre 21 et 28 ° C [70 – 82 ° F]. Utilisez les capots latéraux pour maintenir une température stable à l’intérieur de la chambre d’impression. Pour éviter les fissures, utilisez des matériaux à faible retrait.