1 Étalonnez votre plate-forme
L’étalonnage de la plate-forme implique une procédure de vérification de la distance entre la buse et cinq points d’étalonnage sur la plate-forme, et le serrage / desserrage des vis d’étalonnage.
Il est nécessaire d’exécuter le calibrage de la plate-forme avant d’utiliser l’imprimante pour la première fois et lorsque vous rencontrez des problèmes d’impression, tels que des déformations ou des impressions incomplètes.
L’étalonnage de la plate-forme n’est pas compliqué et ne prend pas beaucoup de temps. Suivez toujours les instructions affichées à l’écran et serrez ou desserrez les vis indiquées dans le message. Tournez légèrement les vis, seulement de quelques degrés.
À la fin de la procédure, l’écran affichera les résultats de l’étalonnage avec les valeurs de hauteur de chaque point.
Étalonnage de la plate-forme M300
Afin de corriger la différence de valeurs entre les points d’étalonnage central et latéral, vous devez serrer / desserrer les deux vis de la plate-forme placées à côté du point central. Si la valeur du point central est 0,2 et l’une des valeurs des points latéraux est -0,2 (la différence est égale ou supérieure à 0,4), vous devez serrer les vis, alors que vous devez les desserrer si la valeur du point central est -0,2 et celle du côté la valeur en points est de 0,2.

2 Choisissez le type de remplissage adapté
L’option de remplissage détermine la quantité de matériau qui sera imprimée dans les murs du modèle. Cette option influe sur la durabilité et le poids du modèle, qui peuvent tous deux être augmentés en définissant un niveau de remplissage plus élevé. Cependant, plus le remplissage est élevé, plus il faudra de temps et de matériel pour une telle impression.
Dans les paramètres Normal et Avancé de Z-SUITE, vous avez le choix entre quatre types de remplissage: Mesh , Shell , Normal et Solid .
Le modèle avec le type Mesh aura 0% de remplissage, tandis que le modèle avec le type Shell n’aura pas de couches de surface supérieure et inférieure (les couches inférieures sont facultatives) et 0% de remplissage.
De plus, il existe trois modèles disponibles dans le type Normal : régulier (motif 0), nid d’abeille (motif 1) et octogonal (motif 2). La densité de remplissage peut être augmentée en ajustant le curseur (de 10 à 90%).
Le type Solid donne à vos modèles 100% de remplissage.

3 Prenez en compte les retraits éventuels
Les matériaux d’impression Zortrax varient en ce qui concerne leurs propriétés physiques. La principale chose que vous devez considérer avant le processus d’impression est le niveau de rétrécissement d’un matériau particulier. Cela peut essentiellement influencer la taille réelle de l’objet imprimé. En général, l’objet final est plus petit que le dessin. Pour éviter cela, vous devez estimer le retrait approximatif et ajouter de 0,2 mm à 0,3 mm à chaque dimension.
Le diamètre minimum du trou doit être de 1 mm. L’épaisseur minimale de la paroi est de 0,8 mm, alors qu’avec le remplissage de la coque, l’épaisseur minimale de la paroi peut être de 0,4 mm.
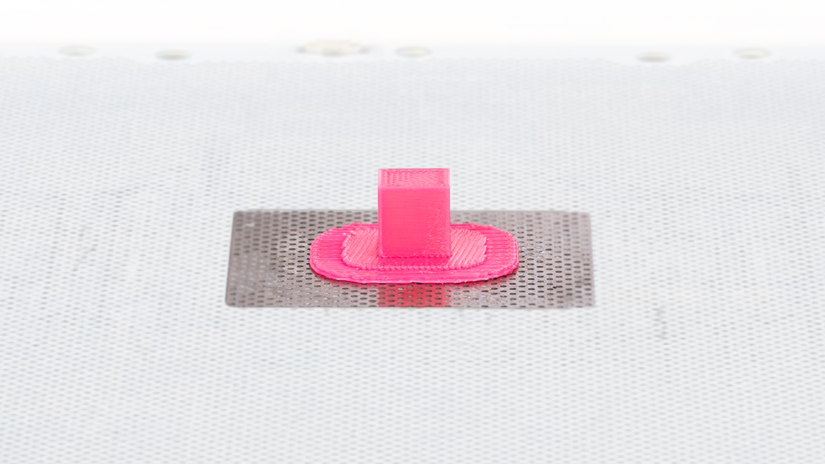
4 Précautions particulières pour l’impression 3D de petits objets
Les très petits objets nécessitent des options supplémentaires telles que les paramètres appropriés VITESSE DU VENTILATEUR et ÉPAISSEUR DE LA COUCHE.
Réglez l’épaisseur de couche la plus basse possible et la VITESSE DU VENTILATEUR supplémentaire sur 80-100%. Imprimez également deux ou plusieurs modèles simultanément afin que les couches de chaque impression aient le temps de refroidir.
Placer votre modèle verticalement est également rentable dans ce cas.
5 Précautions particulières pour l’impression 3D d’objets volumineux
Le problème de gauchissement est fréquent avec les gros tirages. Les modèles plus grands rétrécissent souvent et ne collent pas à la plate-forme pendant le processus d’impression.
Assurez-vous que la plate-forme est calibrée et que l’imprimante n’est pas exposée aux courants d’air. Effectuez la maintenance de la plate-forme et utilisez les panneaux latéraux et la plate-forme V2 avec votre imprimante 3D.
De plus, il est préférable de choisir une faible densité de remplissage (moyenne ou légère) ou, si une faible densité est problématique, choisissez l’option de maillage. Pour les grands tirages sans détails précis, l’épaisseur optimale de la couche est de 0,19 mm ou 0,29 mm. La vitesse du ventilateur doit être réglée sur 0.
Si vous rencontrez des problèmes de gauchissement, vous devez appliquer le jus Z-ABS sur la plaque perforée afin que les modèles ne se détachent pas de la plate-forme.

6 Retirez les supports
Avant toute tentative de retrait de la structure de support, portez des gants et des lunettes de sécurité.
Au début, détachez le radeau à la main.
Ensuite, retirez le support à l’aide des outils du Starter Kit: un couteau tranchant, un scalpel ou une paire de pinces ou de pincettes.
Si des éléments déformés commencent à apparaître sur le modèle pendant le processus d’impression (par exemple des brins de matériau suspendus), les paramètres SUPPORT peuvent être inadéquats.
Pour éviter de telles imperfections, augmentez la valeur de l’ANGLE DE SUPPORT. N’oubliez pas qu’une plus grande quantité de soutien sera plus difficile à supprimer.


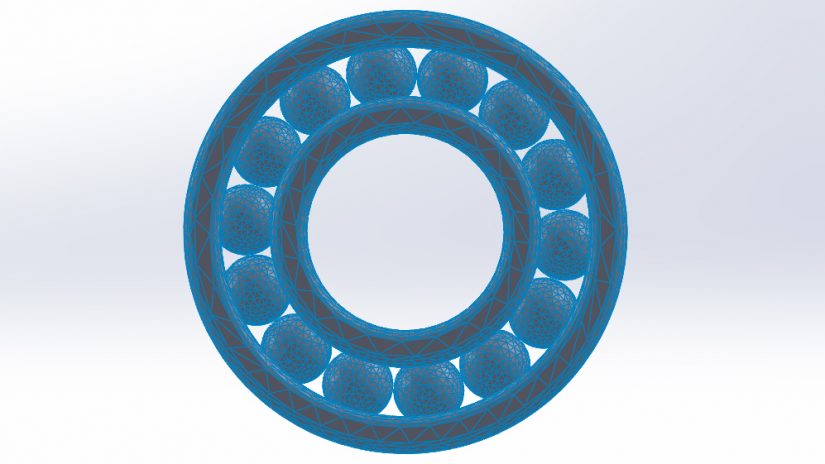
7 Impression 3D de pièces en mouvement
Lors de l’impression de pièces mobiles, il est important de conserver des espaces appropriés entre des pièces particulières. Ces espaces sont responsables de la flexibilité de votre modèle. L’espace minimal requis est de 0,4 mm pour ces types d’impressions.