

Cet article contient une liste des premières choses à vérifier chaque fois que vous sentez que votre Emblaser 2 ne fonctionne pas au mieux, à savoir (English) :
Activer le laser :
Assurez-vous que le bouton d’activation a été enfoncé et que la LED rouge d’ activation est allumée.
Objectif de mise au point :
L’ objectif de mise au point , dans la plupart des applications, est la partie de la machine qui nécessite l’attention la plus régulière et est identifiée dans l’image ci-dessous.
Remarque : tous les assemblages d’objectif de mise au point n’ont pas le même capuchon d’objectif et/ou un joint torique .
Il est recommandé de
nettoyer la
lentille de focalisation une fois par semaine ou plus fréquemment si nécessaire, selon les instructions accessibles depuis LightBurn via la barre de menu :
Emblaser > Maintenance > Start Lens Clean
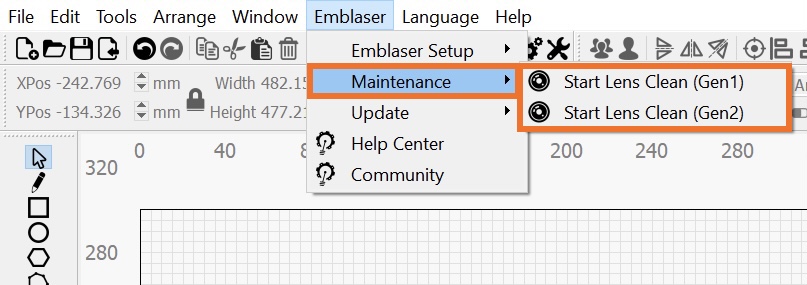
Gen 1 ou Gen 2 :
Pour vérifier quelle version vous possédez, vous pouvez vous référer à ce guide : Emblaser 2 : Quelle Lens Unit ai-je ?
Orientation de l’objectif :
Pour fonctionner correctement, l’ objectif de mise au point doit être installé avec la face incurvée vers le haut, lorsqu’il est installé dans la machine. Si l’ objectif est installé à l’envers, cela aura un impact sur la taille du point focal et les performances de coupe.
Calibrage de la mise au point :
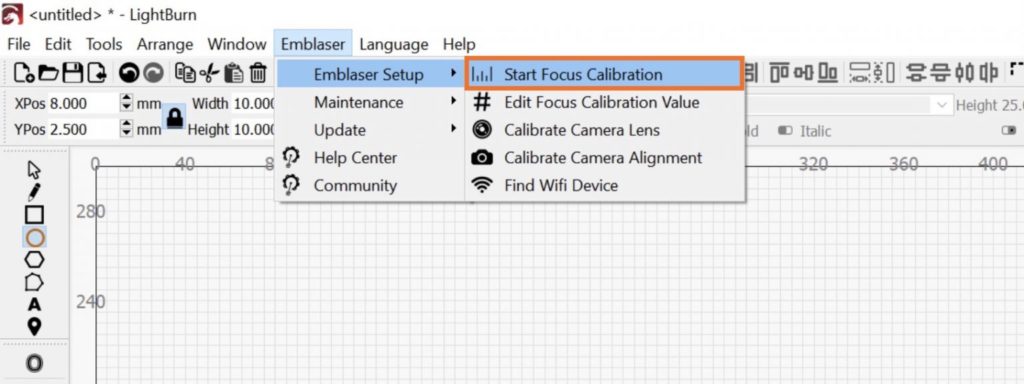
Après avoir nettoyé l’objectif de mise au point , si vous rencontrez toujours des problèmes, il est recommandé d’exécuter un étalonnage de mise au point à partir de LightBurn, via la barre de menu : Emblaser > Emblaser Setup > Start Focus Calibration
Pour plus d’informations sur l’étalonnage, veuillez consulter cet article :
LightBurn : Assistant d’étalonnage de la mise au point (0.9.19 et versions ultérieures)
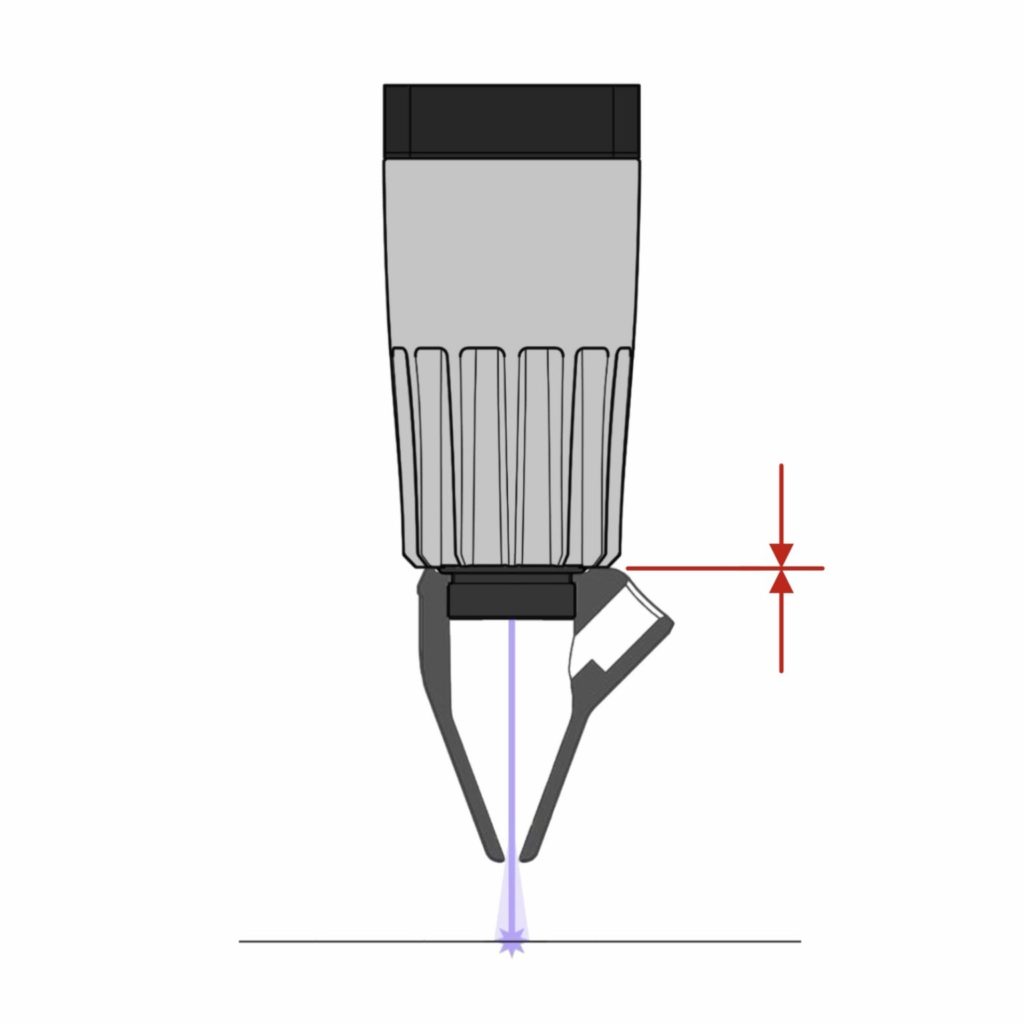
Buse d’assistance pneumatique :
Parfois, la buse d’assistance pneumatique peut interférer avec le faisceau laser.
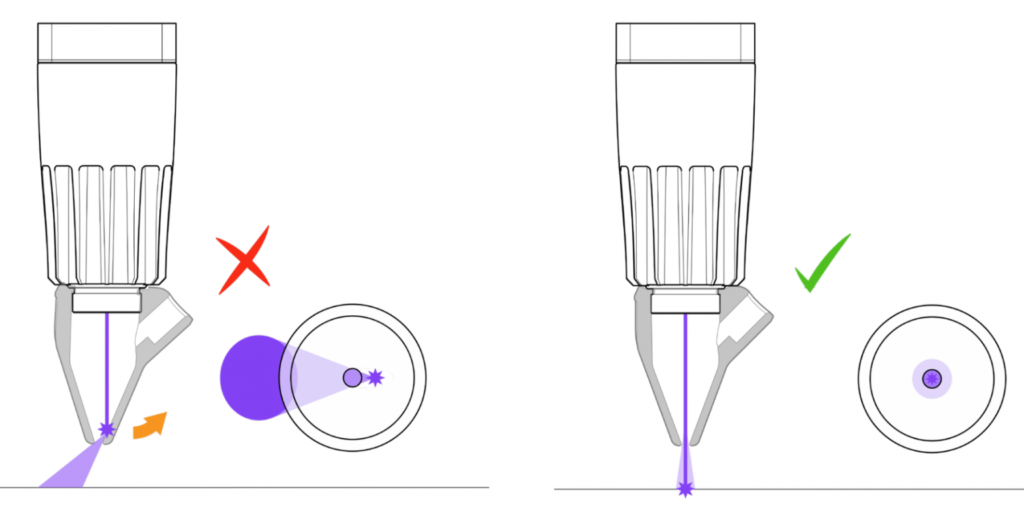
buse est positionnée dans la rainure contre la face de l’
unité laser elle-même, comme indiqué dans l’image ci-dessous :
Paramètres de support et de matériel :
LightBurn calcule l’emplacement de la surface du matériau en fonction des valeurs Support et Material . Lorsqu’il est combiné avec la valeur d’étalonnage de la mise au point , cela garantit que le point focal du laser est à la hauteur optimale.
Les valeurs Support et Material peuvent être modifiées à partir de l’ onglet Cuts / Layers .
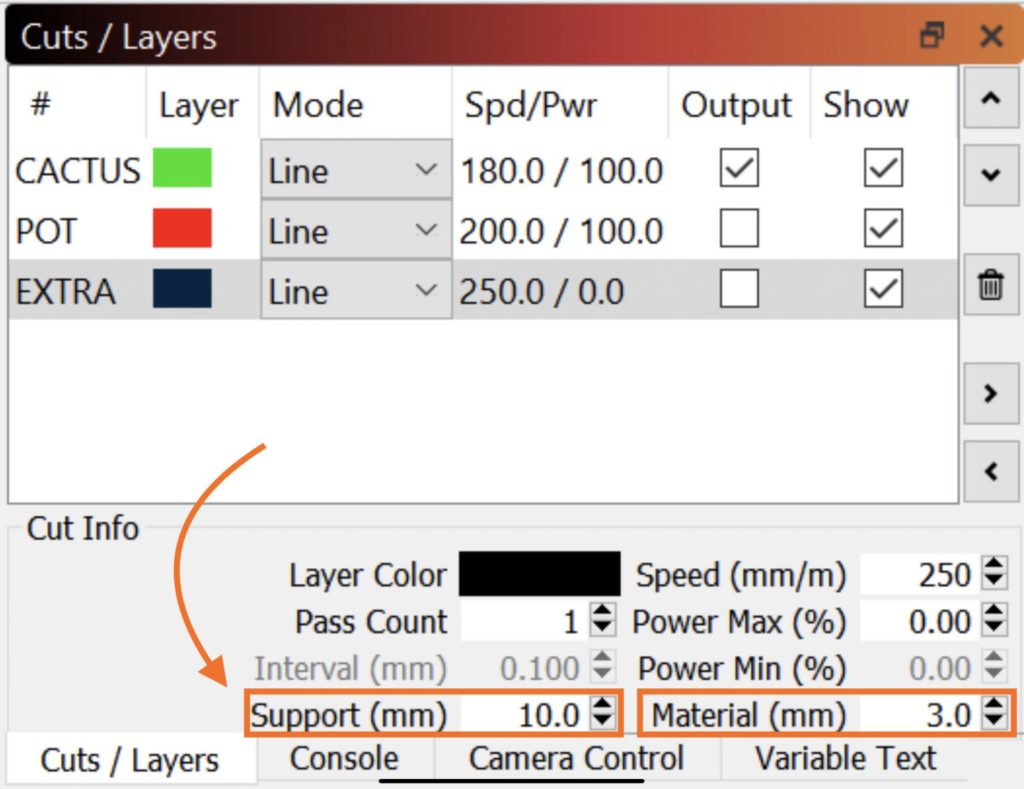
valeur de matériau qui diffère de l’épaisseur du matériau « telle que mesurée », car cela, dans la plupart des cas, affecte négativement les performances de coupe.
La valeur du support doit être de 10 mm si vous utilisez les tapis en silicone , ou refléter la valeur « telle que mesurée » si vous n’utilisez pas les tapis.
Paramètres de coupe :
Nous vous recommandons de commencer par les paramètres de la bibliothèque pour un matériau, puis d’apporter les modifications nécessaires pour produire des résultats de cohérence sur votre machine, avec le matériau dont vous disposez.
Vous pouvez en savoir plus sur la bibliothèque de matériaux ici : LightBurn : bibliothèque de matériaux
Si le problème persiste :
Si vous ne parvenez pas à résoudre le problème après les étapes ci-dessus, veuillez envoyer votre localisation, le type de machine ( E2) une brève description du problème et une image du recto et du verso de votre dernière tentative d’ étalonnage de la mise au point , à : naqib@machines-3d.com
Si vous avez un exemple de fichier LightBurn que vous pouvez partager, ainsi qu’une image des coupes résultantes, cela serait également utile.